Die Gehrungs- und Bohrmaschine U2PRW ist für die Bearbeitung von
Latten und Möbelfronten aus Massivholz oder MDF konzipiert. Die
Werkzeugmaschine arbeitet in einem halbautomatischen Zyklus. Während
eines Zyklus führt die Maschine Folgendes durch: Schneiden in einem
bestimmten Winkel (im Bereich von 45 - 90 Grad) und Bohren in einer
verklemmten Ebene oder Kante des Elements.
– hergestellt in Polen
TECHNISCHE PARAMETER:
Max. Höhe des zu schneidenden Materials: 60 mm
Max. Breite des zu schneidenden Materials in einem Winkel von 45 bis
70 mm
Max. Materialbreite bei 90 150 mm
Max. Länge des geschnittenen Materials 2200 mm
Min. Länge des geschnittenen Materials bei 45 455 mm
Hauptsägedurchmesser 250 oder 300 mm
Ritzdurchmesser 100 mm
Max. Durchmesser des Unterfräsers 35 mm
Max. untere Frästiefe 15 mm
Sitzdurchmesser von Planbohrern und Unterfräser 10 mm
Bohrkopf (Planbohren):
4 Spindeln
axialer Abstand der Spindel 32 ; 32 ; 40 Millimeter
Lineares Spindelsystem
Max. Planbohrtiefe 60 mm
installierte Leistung 7 kW
Betriebsdruck 0,6 MPa
Abmessungen (Länge/Breite/Höhe) 4300 / 1600 / 1570 mm
Bearbeitungseinheiten
Die Maschine ist mit zwei Bearbeitungseinheiten ausgestattet. Die
linke Einheit, die fest befestigt ist, und die rechte Einheit, die
verschiebbar ist. Jede Bearbeitungseinheit besteht aus folgenden
Komponenten – Aggregaten: der Hauptsäge, dem Unterfräser, der
Bohreinheit, die in einer verklemmten Ebene bohrt, und der
Bohreinheit, die in die Unterseite des Elements bohrt.
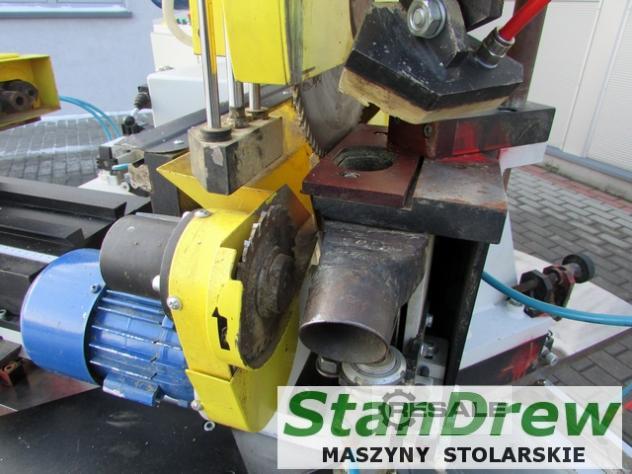
Unterloch-Bohreinheit
Dieses Gerät ist optional erhältlich. Es wird bei der Verarbeitung
von Eckbändern für Türzargen mit verstellbarer Breite verwendet. Er
bohrt ein Sacklochbohrloch für die Anschlussdose. Das Bild zeigt die
montierte rote Schutzhaube, die gleichzeitig die Basis für die
bearbeiteten Winkelleisten und die Schutzhaube mit der Späneabsaugung
ist.
Druck des Werkstücks
Die Werkzeugmaschine ist auch mit einem System von Spannern
ausgestattet, die in zwei Ebenen arbeiten. Die Druckzone besteht aus
horizontalen und vertikalen Klemmen. Horizontale Klemmen sind dafür
verantwortlich, gegen die vertikalen Sockel zu drücken und das
Element zu begradigen. Auf der anderen Seite sind vertikale für die
Immobilisierung des Elements während der Bearbeitung verantwortlich.
Die horizontale Klemme überholt immer die vertikale Klemme.
Steuerung
Die Steuerung der Maschine ist übersichtlich, einfach zu bedienen und
funktional. Es ermöglicht Ihnen, alle Generatoren separat ein- oder
auszuschalten, zusätzlich unterteilt in linke und rechte Seite. Alle
Geräte verfügen über einen unabhängigen Antrieb. Die rechte
Bearbeitungseinheit wird durch Drücken der Bedientasten am Bedienfeld
eingestellt. Der Aktuator ist ein Getriebe mit einem Elektromotor, der
eine Trapezschraube antreibt. Zum Ablesen und Einstellen der
Werkstücklänge gibt es ein elektronisches Steuerungssystem US mit
einem Bedienfeld und einer digitalen Anzeige. Dieses System ist auch
für die automatische Korrektur der Zählerstände bei Änderung der
Schnittwinkel von 45 und 90 zuständig. Darüber hinaus ist er für
die automatische Referenzfahrt zuständig.



 Polen
83-33 Miechucino
Polen
83-33 Miechucino 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}